
解析波峰焊工艺参数控制要点
文章来源:集适自动化科技发布时间:2015-03-17 09:10:02阅读次数:
波峰焊工艺参数有哪些控制要点呢?让集适自动化科技带您一起来了解一下吧。
1. 焊剂涂覆量
要求在印制板底面有薄薄的一层焊剂,要均匀,不能太厚,对于免清洗工艺特别要注意不能过量。焊剂涂覆方法是采用定量喷射方式,焊剂是密闭在容器内的,不会挥发、不会吸收空气水分、不会被污染,因此焊剂成分能保持不变。关键要求喷头能够控制喷雾量,应经常清理喷头,喷射孔不能堵塞。
2. 印制板预热温度和时间
预热的作用:
将焊剂中的溶剂挥发掉,这样可以减少焊接时产生气体;
焊剂中松香和活性剂开始分解和活性化,可以去除印制板焊盘、元器件端头和引脚表面的氧化膜及其它污染物,同时起到保护金属表面防止发生再氧化的作用;
使印制板和元器件充分预热,避免焊接时急剧升温产生热应力损坏印制板和元器件。
预热温度和时间决定因素:
印制板预热温度和时间要根据印制板的大小、厚度、元器件的大小和多少、以及贴装元器件的多少来确定。预热温度在 90-130℃(PCB 表面温度),多层板以及有较多贴装元器件时预热温度取上限,不同 PCB 类型和组装形式的预热温度参考下表。
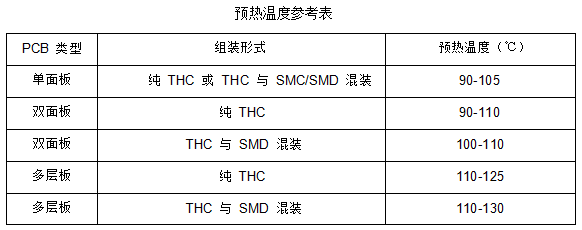
参考时一定要结合组装板的具体情况,做工艺试验或试焊后进行设置。预热时间由传送带速度来控制。如预热温度偏低或和预热时间过短,焊剂中的溶剂挥发不充分,焊接时产生气体引起气孔、锡球等焊接缺陷;如预热温度偏高或预热时间过长,焊剂被提前分解,使焊剂失去活性,同样会引起毛刺、桥接等焊接缺陷。因此要恰当控制预热温度和时间,最佳的预热温度是在波峰焊前涂覆在PCB 底面的焊剂带有粘性。